Meules diamantées brasées sous vide pour le meulage automatique : avantages clés et guide de sélection UDW
15 02,2026
UHD
Compétence
Dans tes opérations de meulage automatique multi-axes, la meule diamantée brasée sous vide s’impose comme une solution de référence pour gagner en productivité et sécuriser la qualité pièce après pièce. Grâce à une liaison brasée plus robuste que l’électrodéposition, tu bénéficies d’une meilleure tenue des grains, d’une évacuation des copeaux plus efficace et d’une stabilité thermique accrue, ce qui se traduit souvent par une durée de vie nettement supérieure (jusqu’à +50 % à +200 % selon l’application et la matière), moins d’arrêts pour changement d’outil et une constance dimensionnelle plus facile à maintenir. Ce guide te permet de comparer clairement ces bénéfices face aux meules électroformées, puis de sélectionner le bon diamètre et la bonne configuration de la série UDW (UDW455, UDW405, UDW355, UDW305, UDW255) en fonction de ta vitesse périphérique, de ton type de fonte, de la précision visée et de ton temps de cycle. Pour t’aider à décider rapidement, des supports visuels sont recommandés (tableau de correspondance “modèle UDW / vitesse / cas d’usage”, schéma de zones de contact, check-list de paramètres). Clique pour obtenir le PDF du guide de sélection : « Expérience efficacité : tout commence par une bonne meule » — et fais en sorte que chaque passe de meulage soit plus sereine, plus durable.
Pourquoi la meule diamant brasée sous vide change la donne en meulage automatique multi-axes
Si vous pilotez une cellule de meulage automatique (multi-axes, chargeur, contrôle en ligne), vous avez probablement déjà vécu ce paradoxe : la machine est capable d’aller plus vite, mais la meule devient le goulot d’étranglement. Échauffement, perte de tenue géométrique, arrêts pour changement d’outil, dispersion de rugosité… À ce niveau, ce n’est plus un “consommable” : c’est un levier direct sur votre TRS.
La meule diamant brasée sous vide (vacuum brazed) s’impose justement là où la répétabilité et la cadence sont non négociables. Et oui, l’expérience d’efficacité commence souvent par une seule bonne meule : « Expérimentez un saut de productivité, en partant d’une meule vraiment adaptée. »
Principe technique : ce que le brasage sous vide apporte réellement à votre process
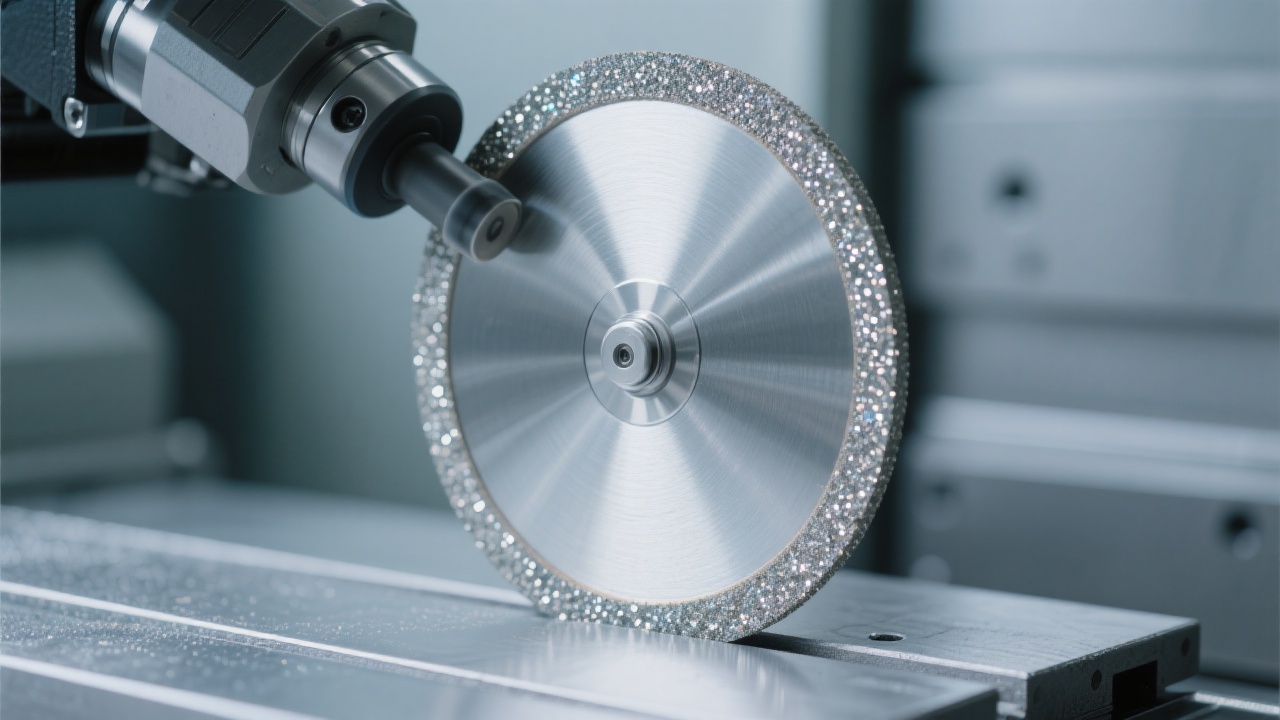
En brasage sous vide, chaque grain diamant est ancré métallurgiquement sur le corps de meule via un alliage de brasage, dans un environnement contrôlé. Résultat : les grains sont mieux soutenus, exposés de façon stable, et l’outil conserve plus longtemps sa capacité de coupe sans “s’éteindre” prématurément.
Coupe plus franche
Moins de frottement parasite, évacuation plus régulière des copeaux, et une sensation “propre” dès les premières pièces.
Tenue thermique
Le brasage améliore la stabilité en charge : utile quand vous poussez le débit d’enlèvement et que le cycle ne pardonne pas.
Répétabilité en automatique
Une meule stable facilite la compensation machine, réduit les dérives, et sécurise la qualité en série.
Vacuum brazed vs meule électroplacée : la comparaison qui intéresse votre production
Les meules diamant électroplacées (nickel) sont connues pour leur agressivité initiale, mais en meulage automatique intensif, la tenue dans le temps est souvent votre vrai KPI. Sur des applications typiques (ébavurage/affûtage de fontes, surfaçage, préparation d’arêtes), les retours d’atelier constatent fréquemment : +30% à +80% de durée de vie avec le brasage sous vide selon la pression, la vitesse périphérique, la lubrification et la stabilité de bridage.
Critère
Électroplacée
Diamant brasé sous vide
Durée de vie en série
Stable au départ, baisse plus rapide quand les grains se désancrent
Souvent +30% à +80% (référence atelier), plus régulière sur la durée
Tenue thermique
Sensibilité accrue en charge élevée
Meilleure stabilité en cycles denses et multi-axes
État de surface
Bon au début, dispersion possible en fin de vie
Régularité améliorée, moins de “surprises” en fin de série
Arrêts / changements
Plus fréquents si votre cadence est élevée
Moins d’interruptions, meilleure continuité de production
Coût total (TCO)
Souvent attractif à l’achat
Optimisé si vous valorisez TRS, rebut, stabilité et main-d’œuvre
Votre objectif n’est pas seulement de “faire des pièces”, mais de tenir une cadence sans dériver. C’est précisément là que le brasage sous vide crée un avantage : « Que chaque passe soit plus sereine, plus durable. »
Série UDW : comment choisir la bonne taille et la bonne plage de vitesse
Dans une ligne automatisée, la sélection ne peut pas être “à l’intuition”. Vous devez aligner : diamètre (rigidité + accessibilité), vitesse périphérique, puissance broche, et objectif qualité. La série UDW (UDW455 à UDW255) est conçue pour couvrir une large gamme d’opérations en fonte (fonte grise, fonte ductile) et pièces moulées.
Modèle
Ø nominal (mm)
Plage de vitesse typique (m/s)
Scénarios d’usage
À privilégier si…
UDW455
455
25–35
Enlèvement soutenu, grandes surfaces, pièces moulées massives
vous visez stabilité et débit sur cycles longs
UDW405
405
25–38
Cellules polyvalentes, ébavurage + surfaçage
vous cherchez un bon équilibre rigidité / accès
UDW355
355
28–40
Meulage d’arêtes, zones complexes, robot multi-axes
la géométrie pièce impose des angles serrés
UDW305
305
30–45
Cadences élevées, petites/moyennes pièces en fonte
vous voulez accélérer sans perdre la constance
UDW255
255
35–50
Accès contraint, zones internes/étroites, robot compact
l’encombrement et la précision priment
Suggestion “info-graphique” à intégrer sur votre page produit : une matrice de sélection (Ø vs cadence vs niveau de finition), + un repère visuel des vitesses (m/s) et de la puissance broche recommandée.
Guide de sélection pratique : 5 questions que vous devez trancher avant de valider la meule
1) Quelle fonte et quelle structure de surface réellez-vous ?
La fonte grise (graphite lamellaire) et la fonte ductile (graphite sphéroïdal) ne réagissent pas pareil à la coupe : l’une peut “poussiérer”, l’autre solliciter davantage l’arête. Un brasage sous vide vous aide à conserver une coupe stable malgré les variations de peau de fonderie.
2) Votre contrainte principale est-elle la cadence ou la finition ?
Si vous êtes “cadence-first”, vous chercherez une meule qui tient la charge sans surchauffer et sans multiplier les arrêts. En atelier, on observe souvent –15% à –35% de temps d’arrêt lié aux changements (selon organisation et lot). Si vous êtes “qualité-first”, visez la régularité : moins de dérive, moins de retouches.
3) Vitesse périphérique : où est votre zone de confort process ?
Beaucoup de lignes automatiques se stabilisent entre 28 et 45 m/s selon diamètre et broche. Si vous augmentez la vitesse, surveillez : température, tenue du bridage, rigidité, et régime vibratoire. Un bon choix de taille UDW vous évite de “forcer” la machine hors de sa zone stable.
4) Profil de contact : surface large ou arête localisée ?
Un contact large favorise la montée en température, un contact local augmente la pression spécifique. Dans les deux cas, la stabilité d’ancrage des grains (brasage sous vide) limite les pertes rapides de mordant. Pour les arêtes et zones complexes, des diamètres plus compacts (UDW305/UDW255) améliorent l’accessibilité.
5) Quel niveau de “sérénité” attendez-vous en production ?
Une meule plus endurante, c’est aussi une logistique plus simple : moins de ruptures, moins de revalidation après changement, moins de dispersion. « Faites en sorte que chaque opération de meulage soit plus simple, plus durable. »
Ce qui rassure vos audits : qualité, traçabilité et personnalisation utile
Dans un contexte industriel, vous ne cherchez pas seulement une performance “au mieux”, vous cherchez une performance reproductible. Exigez une approche qui s’aligne sur vos standards : contrôle dimensionnel, traçabilité lot, stabilité matière, et documentation qualité (typiquement un système ISO 9001 côté fabricant, et des rapports de contrôle à la demande).
Et si votre pièce est atypique (accès, angles, profil de contact), la valeur est souvent dans une personnalisation simple mais décisive : diamètre, largeur de bande abrasive, configuration de segment, et recommandations de paramètres (vitesse/avance) pour sécuriser la mise en route.
Obtenez votre guide de sélection UDW (PDF) et validez votre modèle en 10 minutes
Vous me donnez matière (type de fonte), diamètre souhaité, vitesse et objectif (cadence ou finition), et vous recevez une recommandation claire (UDW455 / UDW405 / UDW355 / UDW305 / UDW255) + une table de paramètres de démarrage.








.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)








