

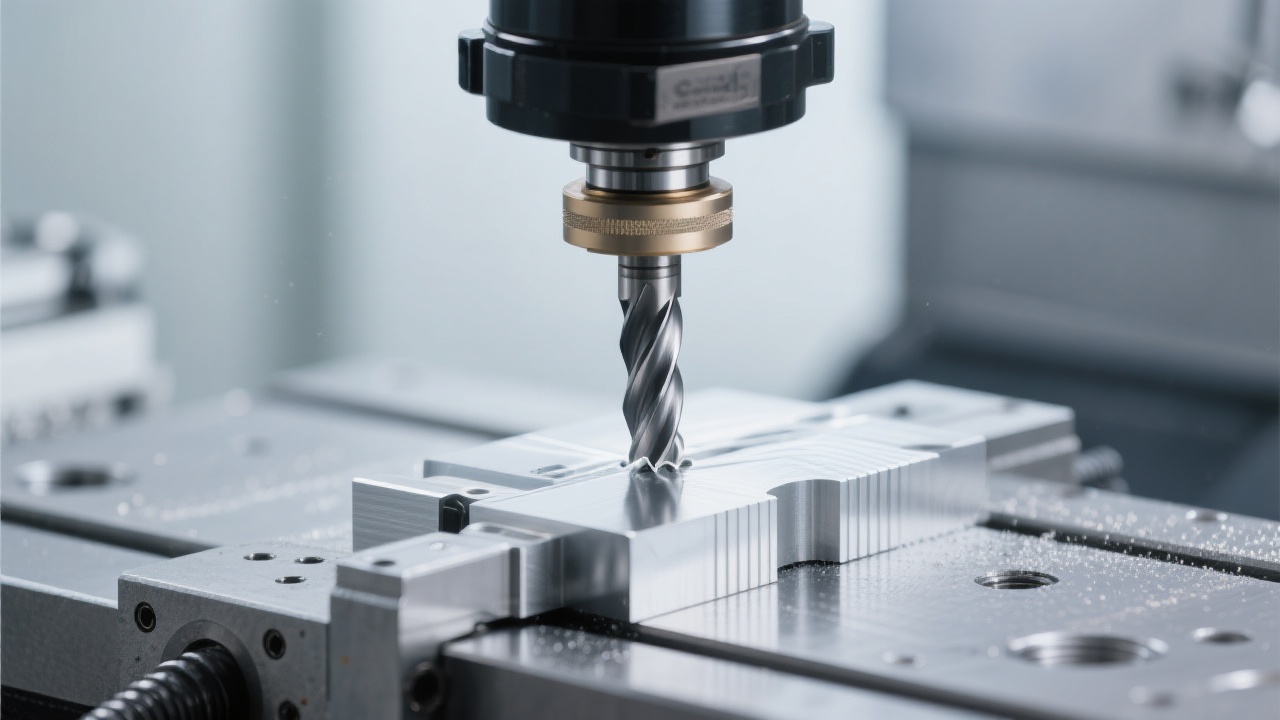
超薄金刚石磨柄作为UHD品牌的核心产品,采用高纯度金刚石微粉复合材质,结合先进的烧结工艺,实现了极致硬度和卓越耐磨性。其基体通常选用高强度合金钢,不仅确保整体的稳定性,更赋予产品优异的热传导性能,显著降低加工过程中的热损伤风险。超薄设计降低工具直径至0.1毫米以下,使得磨柄在保持刚性的同时,实现极佳的柔韧性。
相较传统磨具,超薄金刚石磨柄的设计突破了常规厚度限制,利用微纳米级的金刚石颗粒均匀分布,令其切割边缘更加锋利。正是这一创新,使其在玻璃和陶瓷等硬脆材料的精密加工领域表现出无可比拟的优势。
在玻璃与陶瓷精细加工的制造环节中,传统的磨具面临多重挑战。首先,较厚的磨柄导致局部压力集中,易引发崩边和微裂纹,短时间内降低产品合格率。其次,普通磨具热传导不良,容易在切割点引起局部过热,造成材料热损伤与形变,进一步影响表面光洁度和加工精度。调研数据显示,使用传统磨具加工的陶瓷制品,其表面粗糙度(Ra值)通常高达0.8微米。
此外,传统磨具加工效率较低,往往需要多次反复研磨来达到设计要求,导致能源消耗与生产成本上升,难以满足现代工业对高产能和高精度的双重需求。
UHD超薄金刚石磨柄通过减薄工件接触面厚度,有效分散压力,令切割过程更为平稳精准。实验数据显示,采用超薄磨柄后,玻璃和陶瓷表面的加工精度提高了35%以上,表面粗糙度降低至0.3微米级,切割边缘平滑,极大减少后续抛光环节工作量。
例如,某医疗器械制造商应用UHD超薄金刚石磨柄后,其陶瓷部件的断裂率下降了50%,生产周期缩短25%,整体加工成本降低近18%。这体现了超薄设计带来的直接经济效益与技术赋能。
技术对比数据表(典型玻璃精加工指标提升)
| 指标 | 传统磨具 | 超薄金刚石磨柄 | 提升幅度 |
|---|---|---|---|
| 表面粗糙度 (Ra) | 0.8 μm | 0.3 μm | 62.5% 下降 |
| 加工精度 | ±0.05 mm | ±0.02 mm | 60% 提升 |
| 生产效率 | 100件/天 | 125件/天 | 25% 提升 |
UHD超薄金刚石磨柄广泛应用于电子、医疗、建筑等多个高端制造行业。在电子封装领域,其微米级的研磨精度助力创造了无尘、光滑的封装表面,强化了芯片的质量和稳定性。
在医疗器械加工中,超薄磨柄确保陶瓷刀片和植入体组件的边缘平滑且无缺口,有效延长使用寿命且降低二次加工率。建筑行业则因其卓越的耐磨性,成为高耐久陶瓷装饰板材与艺术玻璃切割的理想工具,为项目缩短工期、提升质量。
“超薄金刚石磨柄的引入,极大地提升了我们产品的整体质量,并有效降低材料浪费。这不仅是技术上的突破,更是实现工业升级不可或缺的利器。”——知名电子制造企业技术总监李工

随着智能制造的不断推进,未来超薄金刚石磨柄将结合物联网传感技术,实现在线状态监测与自适应磨削,进一步提升加工稳定性和生产柔性。同时,环保材料的采用和绿色制造工艺的融合,将降低加工过程的能耗和污染排放,满足全球制造业对可持续发展的迫切需求。
定制化服务趋势也逐渐显现,基于客户具体工艺参数和材料特性,UHD提供专业定制解决方案,确保用户能够实现最高性价比和最佳加工效果,让每一次打磨都精准到微米级,真正助力企业降本增效。


.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)



















